 简体版
简体版 ENGLISH
ENGLISH
 全国服务热线:
全国服务热线:0758-2777969,2777769,2777869
常见问题
如何设定全自动压延机的参数
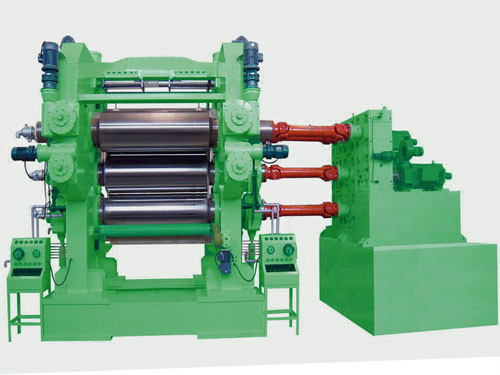
单片压延机设计方案主要参数制订的标准是最大限度完成一道注塑生产制造出达标磁板。
经不断多道注塑的磁板其内部结构剩余应力非常大,与PVC膜黏合后,因为二者缩水率的差别,会发生PVC膜与磁板开胶、磁板边沿露出PVC膜和磁板不整平等状况。
针对颗粒物检测而言,孔经与宽高比的定义同样,即:通过颗粒物里面的最多径,和与它相竖直的最多径之比,如下图所示,此参数常见来描述颗粒物外貌,以判定其样子是不是贴近于妈型体,在鳞片状颗粒物的分辨中具备实际意义。
应用颗粒物图象工作平台检测,此机器设备用图像法基本原理,可以在颗粒物投影面中寻找R1和R2,并获得其比率,还能够将好几个颗粒物的孔经开展研究统计分析。
根据测算和试验调整,大家确认了生产制造宽幅低于1000mm的磁板单片压延机最好性能参数为:热轧带钢孔经为2.5~3,中相对高度为辊径的0.1~0.3‰,热轧带钢角速度≤3.5m/min,辊面环境温度60~80℃,传动比为1∶1,并配备了刮边设备、辊面环境温度及辊缝显示仪表。
在热轧带钢传动比挑选上曾有不一样的见解,有些人觉得含有较小传动比(例如1∶1.03)的热轧带钢其剪切应力可推动颗粒物料在注塑全过程中进一步熔融。
而事实上这类熔融功效是极为细微的,反倒会因为热轧带钢差速器的裁切功效导致磁板表层搓伤并使细微缺点扩大。
上一个:不允许在缩管机操作的是什么下一个:全自动绕线机电气控制哪几个单元完成?
相关新闻
- 自动绕线机的故障可分为几种类型2021-02-24
- 分析填充机被广泛使用的原因2021-02-24
- 压延机应采取的节能方法2021-02-25
- 缩管机在冷冻机零件中的作用是什么2021-02-25
- 缩管机防触电注意事项2021-02-26
 飞虹客服
飞虹客服
